A blogbejegyzésben összegyűjtöttünk rengeteg tippet, amivel javithatja a nyomatainak minőségét. Sok éve dolgozunk 3D nyomtatókkal és sok problémákkal ütköztünk az évek során. Ezekben az években, leirtunk, olyan tippeket, trükköket, melyek segítenek hogy egy 3D nyomat minél magasabb minőségű legyen. A tippek a problémák alapján lettek leirva, a blogban 9 problémára olyan tippeket találhat amely reméljük hogy segít a 3D nyomtatott modellek minőségének növelésében.
Ha Ön azt szeretné, hogy más problémáról is irjunk megoldásokat, nyugodtan lépjen velünk kapcsolatba, info@hi3dshop.hu emailen keresztül!
I. Első réteg problémák
Minden nyomat az első réteggel kezdődik. Ha az első réteg nem tapad meg megfelelően akkor torzulásokhoz, vetemedéshez, vagy a nyomat teljes leválásához vezethet. Viszont ha túl közel van a nyomtatási felülethez az első réteg akkor miatta elronthatjuk a nyomtatási felületünket, illetve az extruderünket is
1. Nyomtató kalibrálása
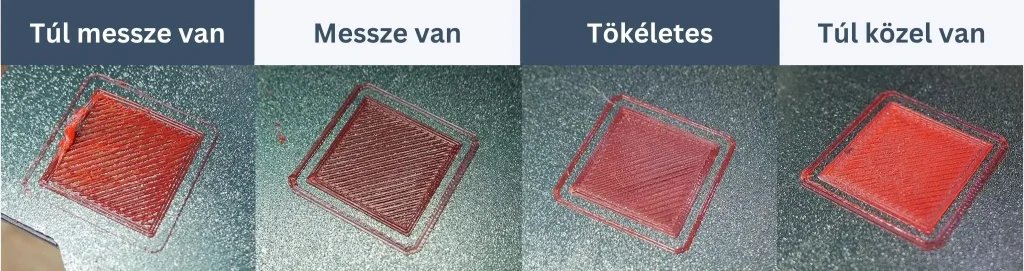
A nyomtató kalibrálása elengedhetetlen az első réteg sikeres nyomtatásához. A fúvóka magasságának pontos beállítása biztosítja, hogy a filament megfelelően tapadjon a nyomtatási felülethez. Ha a fúvóka túl közel van a felülethez, az anyag nem tud megfelelően áramlani, ami torzulásokhoz vezethet. Ha viszont túl messze van, a filament nem tapad jól, és a réteg leválhat.
Mechanikus kalibrálás:
Először is használjuk az „Auto Home” beállitást a nyomtatónak, ezt megtaláljuk a kijelzőn, ezzel a beállitással 0,0,0mm-re fog kerülni az X,Y és Z tengely. Ezután használjunk egy sima A4-es vagy A5-ös papírlapot, amelyet a fúvóka és a nyomtatólap közé helyezünk, és állítsuk be a fúvóka magasságát, amíg a papír könnyen mozog, de mégis érzékeljük a fúvóka ellenállását. Ezzel a módszerrel biztosíthatjuk, hogy a nyomtatás során a filament optimálisan tapadjon a felülethez.
A legjobb megoldás az automatikus szintezés
2. Sebesség
Az első réteg nyomtatási sebességének csökkentése jelentősen javíthatja a tapadást és a simaságot. A lassabb sebesség lehetővé teszi, hogy a filament jobban tapadjon a nyomtatási felülethez, és csökkenti a torzulások kockázatát. Ajánlott sebesség az első réteghez 15-30 mm/s között mozog, attól függően, hogy milyen anyagot használunk. A lassabb sebesség emellett segít a filament egyenletesebb eloszlásában, ami simább felületet eredményez. Ha a nyomtató szoftvere lehetővé teszi, állítsuk be külön az első réteg sebességét, hogy a nyomtatás során a többi réteg sebessége ne befolyásolja az első réteg minőségét.
3. Tiszta nyomtatási felület
A nyomtatási felület tisztán tartása elengedhetetlen az első réteg minőségének javításához. A szennyeződések, por vagy zsíros foltok megakadályozhatják a filament megfelelő tapadását a felülethez, ami torzulásokhoz és leválásokhoz vezethet. Mielőtt elkezdjük a nyomtatást, alaposan tisztítsuk meg a nyomtatási felületet alkohollal vagy speciális tisztítószerrel. Ha a felület üveg, akkor érdemes egy vékony réteg ragasztót vagy tapadást segítő spray-t alkalmazni, hogy javítsuk a tapadást. A tiszta felület nemcsak a tapadást javítja, hanem segít a simább első réteg elérésében is.
Milyen tapadószer működik a legjobban?
PEI:
PEI felületet ha alkhollal tisztitjuk, akkor legtöbb esetben nem is szükséges tapadószer, de ha nem tapad valamilyen esetben akkor a Magigoo ragasztót érdemes használni. Ez a termék különösen jól működik a PLA, ABS, PETG és TPU filamentekkel. A Magigoo használata egyszerű, és a nyomtatás befejezése után könnyen eltávolítható a nyomtatott tárgy, anélkül, hogy károsítaná a felületet.
Kapton:
A Kapton szalag önmagában is kiváló tapadást biztosít a nyomtatott modellek számára. A Kapton tape hőálló és rendkívül sima felületet kínál, amely megakadályozza a deformációt a nyomtatás során.
Kék festőszalag:
A kék festőszalag, amelyet gyakran használnak a 3D nyomtatás során, szintén jól működik Kapton felületeken. Kiváló tapadást biztosít a PLA és más filamentek számára, miközben könsnyen eltávolítható a nyomtatás befejezése után. A kék festőszalag olcsó és könnyen elérhető, így népszerű választás a 3D nyomtatók körében.
Üveg:
Az üveg felületre a PVA ragasztót és hajlakkot javasoljuk
II. Eltömődés a fuvókában
3D nyomtató fuvókája gyakran eltömődik, és ez problémát okozhat a nyomtatásban. Ezt „Cold pull”, tisztiítótű, vagy néha nyomtatófej szerelésével oldjuk meg. A megoldásokat lépésekkel leirtunk a következő részben:
{kind=link}
A probléma miképp jelenhet meg?
Nyomtatás közben nem jön ki a filament, tehát levegőben nyomtat vagy részben jön ki, igy a nyomatban elválások vannak. Ha megállítjuk a nyomatot akkor nem tudjuk kivenni a filamentet és nem is tudjuk kiextrudálni.
Megoldások
Több megoldás is létezik, attól függően hogy mennyire nagy a probléma. Leirtunk egy pár megoldást ami működhetne, és érdemes kiprobálni
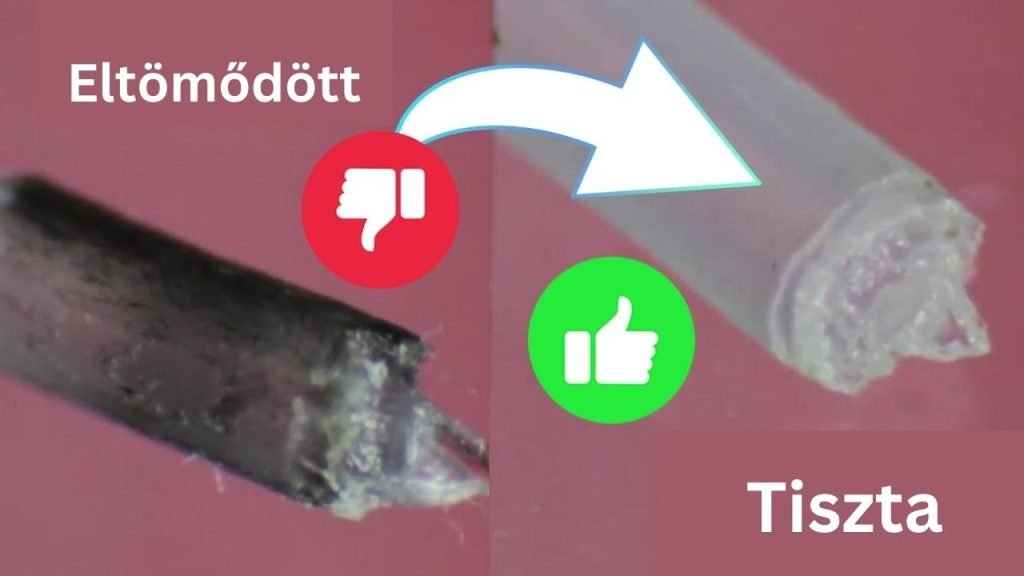
1. „Cold pull”:
{kind=link}
A Cold Pull egy nagyon jó technika, a fuvóka kitisztitására. Egy belülről koszos fuvóka is dugulást okozhat, aminek ez a megoldása. Általában a Cold Pull-t egy átlátszó filamenttel szokták elvégezni, de más filamentekkel is végezhető. A képen látható ha nem tiszta a fuvóka akkor fekete anyag ragad a filamentre. Ez csak akkor működik ha a filament a fuvókában van beleakadva, és nem fölötte az extuderbe vagy a nyomtatófejbe.
Folyamata
Ekőször is fel kell melegitenünk a fuvókat a filament ajánlott nyomtatási hőmérsékletére. Mi személyesen a PLA-t használjuk, de a Nylon filament a leggyakoribb, szerintünk ez a kettő filament működik a legjobban. Ezután tegyük be a filamentet a nyomtatófejbe, ha még nincs beletéve, és hűtjük le 120-150°C-ra PLA esetén (kisérletezni kell általában a hőmérsékletet,a legjobb eredmény érdekében) és probáljuk kivenni a filamentet. Ha ez sikerül és a probléma fuvókával kapcsolatos volt, akkor a filamenten látni fogjuk a koszt ami benne volt a fuvókában.
Ha ez nem működik probáljunk más megoldást.
2. Tisztítótű használata
{kind=link}
A tisztitótű használata könnyű és javasoljuk hogy használjuk gyakran. Segithet az eltömődés megsemmisitésében is, és ha egyszer sikerült megoldani a problémát, akkor javasoljuk, hogy tisztitjuk a fuvókát rendszeresen, ez segit megelőzni a bedugulást. Elöszőr is melegítjük fel a fuvókát a filament javasolt nyomtatási hőmérsékletére, majd dugjuk be a tűt a fuvókába, és vegyük ki, ezt probáljuk ki 5-6 szor. A tiszititótűn látni fogjuk a bedugult filamentet, mivel amikor tisztitjuk ráragad a filament, ez azt jelenti hogy a tisztitás működik. Vigyáznunk kell, hogy milyen tisztitótűt használjunk, minden fuvóka átmérőre általában van külön fuvóka tisztitó.
3. Nyomtatófej szerelése

Rosszabb esetekben ki kell szerelnünk a nyomtatófejet, hogy ki tudjuk venni a bedugult filamentet. Nincsen valami konkrét folyamata, annak hogy kiszereljük, minden 3D nyomtatónál más-más nyomtatófej tervek vannak. Javasoljuk, hogy keressünk rá az adott 3D nyomtató nyomtatófej szerelési utmutatójára, ami segít a probléma megoldásában. Mostanában a legtöbb 3D nyomtató gyári Pendrive-jában vagy a cég weboldalán találjuk meg a szereléssel kapcsolatban videókat.
4. Fuvóka csere
Ha a fenti problémák nem segítenek, akkor egy gyors fuvóka csere is nagyon segíthet. Egy rossz minőségű fuvóka gyorsan eltömődhet, így azt cserélni javasolt. De mivan ha jó minőségű a fuvókám és igy sem oldódott meg? Egy jó fuvókát is idővel érdemes kicserélni egy újjal, ez sok problémát mellőzésében segít, ha egy 3D nyomtató jól működik, de ugyanazt a fuvókát használjuk nagyon sokat, akkor azt érdemes lecserélni egy újjal.
Javasoljuk, hogy márkás fuvókát használjon, lehet hogy egyszeri költsége nagyobbnak tűnik, de a probléma még nagyobb költséget okozhat.
Lépései:
- Szilikon zokni: Távolitsuk el a szilikon zoknit a nyomtatófejről és tegyük félre
- Fűtés: Ha a nyomtatófejben van filament akkor fűtjük fel az adott filament nyomtatási hőmérsékletére
- Filament: Vegyük ki a filamentet a 3D nyomtatóból, és tesszük félre.
- Magasabb hőmérséklet: Ha kivettük a filamentet akkor az adott 3D nyomtató max. hőmérsékleténél egy kicsit kevesebbre (ha pl.: 280C akkor fűtjük fel 270C-ra) fűtjük fel a nyomtatófejet
- Z-tengely: Vigyük feljebb Z-tengelyen a nyomtatófejet olyan 200mm magasra
A következő lépések nyomtatófejtől függőek
Régi nyomtatófejek esetén – All metal hotend:
- Szükséges eszközök: Fogó / Villáskulcs és Racsnis kulcs
- Fogjuk meg a fűtőblokkot egy fogóval / Villáskulccsal, majd a megfelelő méretű foglalatú kulcsbetéttel rendelkező racsnis kulccsal csavarozzuk ki a fuvókát és tegyük félre egy nem éghető edényben.
- Majd fogjunk egy új fuvókát és racsnis kulcs segitségével csavarozzuk be.
- Ezután hűtjük le anyomtatófejet
- Rakjuk vissza a szilikonos zoknit
- Fűtjük fel a nyomtatófejet és extrudáljuk ki a filamentet, ha minden jól megy akkor kezdjük el a nyomtatást!
- Az ilyen nyomtatófejek közé tartozik például: az E3D V6, Microswiss, E3D Volcano
Bowden nyomtatófejek esetén:
- Szükséges eszközök:
- Állítható villáskulcs / Fogó
- A fúvókához megfelelő méretű kulcs / dugókulcs
- Hőálló kesztyű
- Megjegyzés: Kérjük figyeljen arra hogy egy Bowden nyomtatófej esetén a hőmérséklet ne legyen túl magas, általában egy ilyen hotend esetén 235C-255C (nyomtatótól függően) a felsőhatár. Ajánlott hőmérséklet Bowden cső eltávolításánál (miután kivettük a filamentet) 205-210C , és ezután felfűthetjük 235C-ra a fuvóka eltávolitásához
- Húzzuk ki a Bowden csövet úgy, hogy kiveszünk egy általában kék vagy narancs színű csatlakozót, majd nyomjuk meg a gallért (a Bowden csatlakozó pereme, ami tartja a csövet). Óvatosan húzzuk ki a PTFE csövet a hotendből, hogy megóvjuk a PTFE-t fúvókacsere során.
- Ezután fűtjük fel 235-C-ra a nyomtatófejet, használjunk villáskulcsot vagy hőálló fogót, és tartsuk stabilan a fűtőblokkot. Óvatosnak kell lennünk, hogy ne sértsük meg a fűtőpatront, a termisztort. Mivel a fűtőblokk nagyon forró lesz, viseljünk hőálló kesztyűt vagy használjunk fogót a kezeink védelme érdekében. Amíg a fűtőblokkot tartjuk, addig egy racsnis kulcs segítségével csavarozzuk ki a fuvókát, és tegyük félre egy hőálló edényben
- Új fúvóka beszerelése
Miután eltávolítottuk a régi fúvókát, óvatosan tisztítsuk meg a fúvókát és a fűtőblokkot a filament maradványoktól. HŰTJÜK LE A NYOMTATÓFEJET, EKKOR KI IS KAPCSOLHATJUK A 3D NYOMTATÓT, megvárjuk míg szobahőmérsékletű lesz a hűtőblokk hőmérséklete (ez általában olyan 5-10 perc)
- Az új fúvókát kézzel csavarjuk be ameddig lehet (nem kell szorosan), majd bekapcsoljuk a nyomtatót és felfűtjük 210C-ra, majd racsnis kulccsal becsavarozzuk a fuvókát, ha teljesen szorosan becsavarztuk, akkor csavarozzuk ki 90 fokkal (nem szabad ennél többet kicsavarozni), ez majd segíteni fog hogy ne maradjon rés a bowden cső és a fuvóka között
- Bowden cső visszahelyezése: Helyezzük vissza a PTFE Bowden csövet a nyomtatófejbe, ügyelve arra, hogy teljesen leérjen a fúvókához.
Ezután óvatosan húzzuk meg a fúvókát, miközben a hotend még mindig fel van fűtve körülbelül 210°C-ra, hogy biztosítsuk a megfelelő zárást a fúvóka és a PTFE cső között. Ne húzzuk túl, mert ez tönkreteheti a nyomtatófejet
- Rögzitjuk vissza a csatlakozót
Új nyomtatófejek esetén – All metal hotend:
- Eszközök: Racsnis kulcs
- Megfelelő méretű foglalatú kulcsbetéttel rendelkező racsnis kulccsal csavarozzuk ki a fuvókát és tegyük félre egy nem éghető edényben.
- Majd fogjunk egy új fuvókát és racsnis kulcs segitségével csavarozzuk be.
- Ezután hűtjük le a nyomtatófejet
- Rakjuk vissza a szilikonos zoknit
- Fűtjük fel a nyomtatófejet és extrudáljuk ki a filamentet, ha minden jól megy akkor kezdjük el a nyomtatást!
- Az ilyen nyomtatófejek közé tartozik például: a Dragon Hotend, Mosquito nyomtatófejek
Revo Hotend esetén:
- Kézzel csavarozzuk ki a fuvókát
- Majd fogjunk egy új fuvókát és csavarozzuk be.
- Ezután hűtjük le a nyomtatófejet
- Rakjuk vissza a szilikonos zoknit
- Fűtjük fel a nyomtatófejet és extrudáljuk ki a filamentet, ha minden jól megy akkor kezdjük el a nyomtatást!
Sok nyomtatófej „régi” nyomtatófejekkel rendelkezik, ezekben nem lehet egy kézzel lecserélni egy fuvókát
III. Réteg elválások
Ez a probléma nagyon idegesítő, és nem annyira könnyű megoldani, de leirtunk és összegyűjtöttünk a megoldásokat, melyek nálunk nagyon jól működtek

{kind=link}
1. Hőmérséklet optimalizálása
A nyomtatási hőmérséklet beállítása kulcsfontosságú a rétegek közötti tapadás szempontjából. A rétegelválást általában a túl alacsony hőmérséklet okozza. Nézzük meg a filament gyártó által megadott hőmérsékleti tartományt és az alapján kalibráljuk a 3D nyomtatót. Nyomtassunk hőmérséklet tesztelő modelleket. Megadunk egy linket, hogy ne kelljen Önnek megkeresnie a 3D modellt online:
Mi általában a Smart Temperature Towert használjuk, a készitő rengeteg filamentre készitett tesztet igy könnyű tesztelni:
https://www.thingiverse.com/thing:2729076/files
2. Ventilátor beállítások
A ventilátor sebességének csökkentése lehetővé teszi, hogy a rétegek jobban összeolvadva tapadjanak egymáshoz. Ha a ventilátor túl gyorsan fúj, az lehűti a filamentet, mielőtt az megfelelően összekapcsolódhatna az előző réteggel. Ez gyenge rétegközi tapadáshoz és végső soron elváláshoz vezethet. Azonban ügyelni kell arra, hogy ne csökkentse túlzottan a ventilátor sebességét sem.
A megfelelő hűtés fontos a nyomtatott alkatrész minőségének és stabilitásának szempontjából. Ha a ventilátor sebessége túl alacsony, az a filament túlmelegedéséhez és deformálódásához vezethet. A ventilátor sebességének optimalizálása érdekében érdemes kísérletezni a beállításokkal.
Kezdje a gyártó által ajánlott alapbeállítással, majd fokozatosan csökkentse a sebességet, amíg nem tapasztal réteg elválási problémákat. Ha a sebesség túl alacsony, és a filament túlmelegszik, akkor emelje kissé a sebességet.
3. Extruder motor nagyon meleg
A ventilátor sebességének csökkentése lehetővé teszi, hogy a rétegek jobban összeolvadva tapadjanak egymáshoz. Ha a ventilátor túl gyorsan fúj, az lehűti a filamentet, mielőtt az megfelelően összekapcsolódhatna az előző réteggel. Ez gyenge rétegközi tapadáshoz és végső soron elváláshoz vezethet. Azonban ügyelni kell arra, hogy ne csökkentse túlzottan a ventilátor sebességét sem.
A megfelelő hűtés fontos a nyomtatott alkatrész minőségének és stabilitásának szempontjából. Ha a ventilátor sebessége túl alacsony, az a filament túlmelegedéséhez és deformálódásához vezethet. A ventilátor sebességének optimalizálása érdekében érdemes kísérletezni a beállításokkal.
Kezdje a gyártó által ajánlott alapbeállítással, majd fokozatosan csökkentse a sebességet, amíg nem tapasztal réteg elválási problémákat. Ha a sebesség túl alacsony, és a filament túlmelegszik, akkor emelje kissé a sebességet.
IV. Rétegelcsúszás / Rétegeltolódás
A nyomat rétegei oldalirányban eltolódnak, mintha a nyomat „elcsúszott” volna az egyik irányba.

{kind=link}
1. Laza szíjak
A szíjak felelősek a mozgás pontos továbbításáért az X és Y tengely mentén. Ha lazák a szíjak, a tengelyek pontatlanul mozognak. A nyomtatás során néha lehet hallani is, hogy kattognak. Ellenőrizze, hogy az X, és az Y tengelyen feszesek-e. Sok régi nyomtatóban nincs úgynevezett „Szíjfeszítő”, így nagyon nehezen lehet visszaállítani a helyes pozícióba a szíjakat, ha egyszer lazák.
Hasznos 3D modell linkek:
Az alábbi részben megadtunk híres nyomtatókhoz szíjfeszitőket, amelyeket ki tudja nyomtatni+
Ender 3 és Ender 3 Pro:

A modell kompatibilis az Ender 3 és Ender 3 Pro nyomtatókkal, és könnyű felszerelhetőséget kínál. A szíjfeszítő ergonomikus kialakítású, ami lehetővé teszi a szíjak feszességének gyors és precíz szabályozását, anélkül hogy szerszámokra lenne szükség. A strapabíró műanyag dizájn biztosítja a hosszú élettartamot és a stabil működést.
Modell linkje: https://www.printables.com/model/152451-ender-3-and-ender3-pro-x-y-belt-tensioners
Neptune 2 és Neptune 2S

Ez az Elegoo Neptune 2 és Neptune 2S 3D nyomtatókhoz készült szíjfeszítő biztosítja az optimális feszességet, növelve ezzel a nyomtatási pontosságot és csökkentve a szíjak elhasználódását. A tartozék ergonomikus kialakítása egyszerű telepítést és használatot tesz lehetővé, akár kezdők számára is. Kiváló minőségű anyagai hosszú távú használatra tervezték, így garantált a nyomtató stabil működése.
Modell linkje: https://www.printables.com/model/137638-belt-tensioner-for-elegoo-neptune-2-and-2s-for-the/comments
CR10 és Tevo Tornado Y tengely:
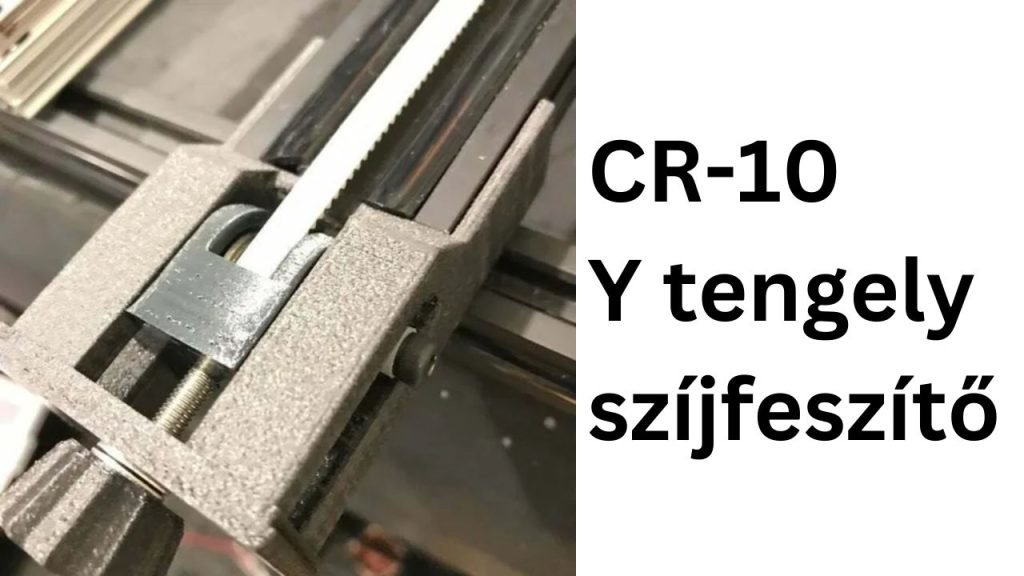
Ez a továbbfejlesztett Y tengely szíjfeszítő kifejezetten a Creality CR-10 és a Tevo Tornado 3D nyomtatókhoz készült. Robusztus és praktikus kialakítása lehetővé teszi a szíj egyszerű és pontos feszességét, ami alapvető a minőségi nyomtatáshoz. Az optimalizált görgőrendszer csökkenti a súrlódást, miközben stabilabb mozgást biztosít. Az eszköz tartós anyagból
Modell linkje: https://cults3d.com/en/3d-model/tool/creality-cr-10-tevo-tornado-y-axis-belt-tensioner-remix-improved-idler
CR10 X tengely:
A CR-10 X tengelyéhez készült szíjfeszítő egy hatékony upgrade a nyomtatási precizitás növeléséhez. Ez a kiegészítő lehetővé teszi a szíjak feszességének gyors és pontos beállítását, ami elengedhetetlen a sima rétegek és a részletgazdag nyomatok elkészítéséhez. A masszív és strapabíró konstrukció biztosítja a hosszú élettartamot és a stabil működést.
Modell linkje: https://cults3d.com/en/3d-model/tool/cr-10-mod-x-axis-tensioner
2. Túl magas nyomtatási sebesség
Magas sebességnél a léptetőmotorok nem képesek követni a mozgási parancsokat. Csökkentsd a sebességet (pl. 40-60 mm/s). Ez különösen nagy nyomatoknál fontos, ahol a mozgási tehetetlenség nagyobb szerepet játszik.
3. Akadozó lineáris sínek
A mozgás zökkenőmentessége elengedhetetlen. Tisztítsd meg a lineáris vezetősíneket és kenőanyaggal biztosítsd a sima működést. Még egy kis szennyeződés is növelheti a súrlódást, ami akadozáshoz vezethet.
4. Laza keretszerkezet
Ha a nyomtató kerete instabil, mozgás közben vibrációk jelentkezhetnek. Húzd meg az összes csavart, hogy a szerkezet merev legyen. Egy rosszul összeállított keret hosszú távon további károsodást is okozhat.
5. Léptetőmotor hibák
A motorok helytelen működése vagy hibás vezérlése elcsúszást okozhat. Ellenőrizd a motorokat és a stepper drivereket, szükség esetén cseréld ki őket. A megfelelő hűtés biztosítása is kritikus a léptetőmotorok stabil működéséhez.
V. Stringing (húrozás / szálasodás)
Két objektum / nyomat körül vékony, húrszerű szálak lógnak, ahol a fúvóka mozgott.

1. Visszahúzás (retraction) beállítás:
Két fő beállítást lehet állítani a visszahúzásnál, az egyik a sebesség, a másik pedig a távolság
Visszahúzás távolsága
A távolság határozza meg, hogy mennyi filament kerül visszahúzásra a fúvókából a mmozgás során. Minél nagyobb a távolság annál több műanyagot húz vissza a fúvókából az extruder, és annál kisebb a szálasodás. Ez a távolság nagyon függhet attól, hogy Közvetlen meghajtású extruderről (Direct Drive) vagy Bowden extruderről van szó. A közvetlen meghajtású extruderek esetén a távolság 0.5-2 mm közül mozog, míg néhány Bowden extruder esetében akár 10mm lehet.
A távolság tesztelése sok időt vehet igénybe viszont a visszahúzási tesztek időt spórolhatnak ezen, mivel egyszerre lehet több beállítást is tesztelni, ezért mi is késziettünk magunk egy tesztet, amit innen töltheti le:
Visszahúzás sebessége
Ez határozza meg, hogy milyen gyorsan húzódik vissza a filament a fúvókából. Ha túl lassan történik a visszahúzás, a műanyag lassan kicsöpöghet a fúvókából, és esetleg szivárogni kezdhet, mielőtt az extruder elérné az új pozícióját. Ha túl gyorsan történik, a szál elválhat a fúvókán belüli forró műanyagtól, vagy az extruder gyors mozgása akár meg is őrölheti a szál egyes részeit. Általában van egy optimális tartomány, amely 20-100 mm/s között mozog, ahol a visszahúzás a legjobban működik.
A sebesség optimalizálását ugyanazzal a teszttel végezheti
Fúvóka hőmérséklete
Túl magas hőmérsékleten az anyag túl folyékony, ami szálhúzáshoz vezet. Csökkentse a hőmérsékletet 5-10°C-kal. Ezt is tesztelje, és ne egyből csökkentse a hőmérsékletet, mert a túl alacsony hőmérséklet fuvóka eltömődéshez vezethet
Mozgási sebesség
A lassú mozgási sebesség több időt ad arra, hogy csepegjen a fuvókán kereszütól a hőmérséklet, amely szálasodáshoz vezethet. A sebességet növelve csökkenti az időt a mozgások között, mely csökkenti a szálasodást
VI. Warping (vetemedés)
A nyomat sarkai felgörbülnek, elválnak az ágytól, mely vetemedést vagy teljes elválást okozhat

{kind=link}
Ágyhőmérséklet
A túl hideg ágy csökkenti a tapadást. Növelje az ágy hőmérsékletét 5-10°C-al és a probléma könnyen megoldódhat.
Az alábbi táblázatban megadtuk a legnépszerűbb 3D nyomtató filament beállításait, minden beállítás mellé odaírtunk zárójelbe amit mi használunk a nyomtatóinkon.
| Anyag | Fúvófej hőmérséklet | Ágy hőmérséklet |
|---|---|---|
| PLA | 190–220 °C (200 °C) | 50–65 °C (60 °C) |
| PETG | 220–230 °C (230 °C) | 75–85 °C (85 °C) |
| ASA | 240–260 °C (255 °C) | 75–100 °C (75 °C) |
| ABS | 220–250 °C (230 °C) | 90–110 °C (100 °C) |
| Nylon | 240–260 °C (255 °C) | 60–85 °C (85 °C) |
| TPU | 210–230 °C (225 °C) | 30–60 °C (45 °C) |
| CF (szénszál) | 255–280 °C (265 °C) | 80–100 °C (85 °C) |
Zárt nyomtatótér: A hőmérsékletingadozás minimalizálásához használj zárt nyomtatóteret. Ez különösen hasznos ABS vagy hasonló anyagok nyomtatásánál, amelyek érzékenyek a lehűlésre.
Tapadásnövelő technikák: Használj raftot vagy brim-et. Ezek növelik az érintkezési felületet, és csökkentik a warping kockázatát. Az extra rétegek kiegyenlítik az anyag hőmérséklet-különbségeit.
Hasznos Tippek Vetemedés Megelőzéséhez
Perem, Tutaj és Peremfülek használata
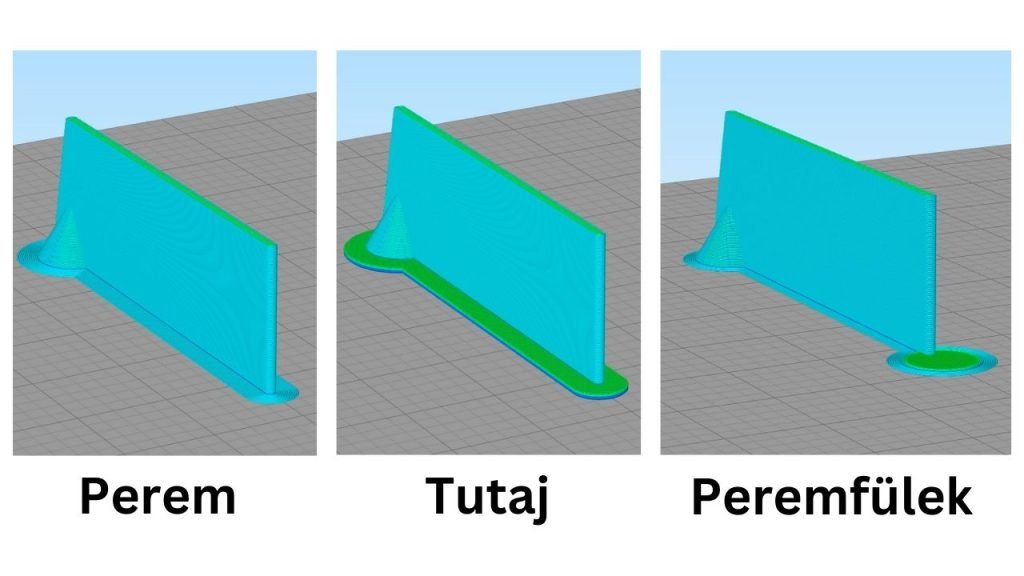
Mi a legjobban a peremet szeretjük használni, a nyomat körül a nyomtató letesz egy peremet, mely nagyobb felületet biztosít a ragadás érdekében.
A tutaj nagyon ritkán szoktuk használni, amikor nem lapos egy nyomat alja, akkor nagyon segíthet a ragadásban, és a vetemedés megelőzésében.
A peremefül az egyik legjobb technika, amelyet szoktunk használni a vetemedés megelőzése érdekében. Egy kicsi kör melyet odarakhatunk egy nyomat sarkára, és segíteni fogja a ragadást. A peremfület a szeletelőben méretezheti, és állíthatja pozicióját. A peremfül és a perem kombinációjával 90%-ban megelőzhető a vetemedés egy nehezebb alkatrésznél is, ha más probléma nincs (pl.: rossz ágyhőmérséklet..)
VII. Alul-extrudálás

Az alul-extrudálás akkor fordul elő, amikor a 3D nyomtató nem extrudál elegendő anyagot, ami hiányos rétegeket, lyukakat vagy gyenge kötéseket eredményezhet a nyomaton
Ellenőrizze a filament átmérőt
Győzödjön meg róla, hogy jó minőségű filamentet használ, melynek átmérője állandó. Az átmérőt egy tolómérővel lemérheti. Ha jó minőségű filamentet szeretne vásárolni Magyarországon, akkor tekintse meg weboldalunkat
Növelje a nyomtatási hőmérsékletet
Az alul-extrudálás gyakran a nem megfelelő nyomtatási hőmérséklet miatt következik be. A filamentek különböző hőmérsékleteken olvadnak meg, és ha a hőmérséklet túl alacsony, az anyag nem képes megfelelően kiáramlani a fúvókából. A megoldás érdekében javasolt, hogy fokozatosan emelje meg a hőmérsékletet 5 °C-onként. Ezzel a módszerrel könnyen megtalálhatja azt a hőmérsékletet, ahol a filament optimálisan olvad és extrudálódik. Fontos, hogy figyelje meg a nyomtatás minőségét és a rétegek tapadását is, mivel ez segíthet az ideális hőmérséklet beállításában.
Tisztítsa meg a fúvókát
A fúvóka eltömődése komoly problémát jelenthet az alul-extrudálás esetén. Rendszeres időközönként ellenőrizze és tisztítsa meg a fúvókát, hogy elkerülje az anyag áramlásának megszakadását. Az eltömődött fúvóka csökkenti az extrudált anyag mennyiségét, ami hiányos rétegeket eredményezhet. A tisztítás során használjon megfelelő eszközöket, mint például fúvóka-tisztító tűket vagy forró levegőt, hogy eltávolítsa a lerakódott anyagot.
Állítsa be az extruder feszültséget
Az extruder feszültsége kulcsfontosságú szerepet játszik abban, hogy mennyire hatékonyan tudja adagolni a filamentet. Ha az extruder nem tudja megfelelően megfogni és húzni a filamentet, az alul-extrudáláshoz vezethet. Ellenőrizze az extruder feszültségét, és ha szükséges, kalibrálja azt. A megfelelő beállítás érdekében érdemes tesztelni különböző filamentekkel is, mivel azok eltérő viselkedést mutathatnak.
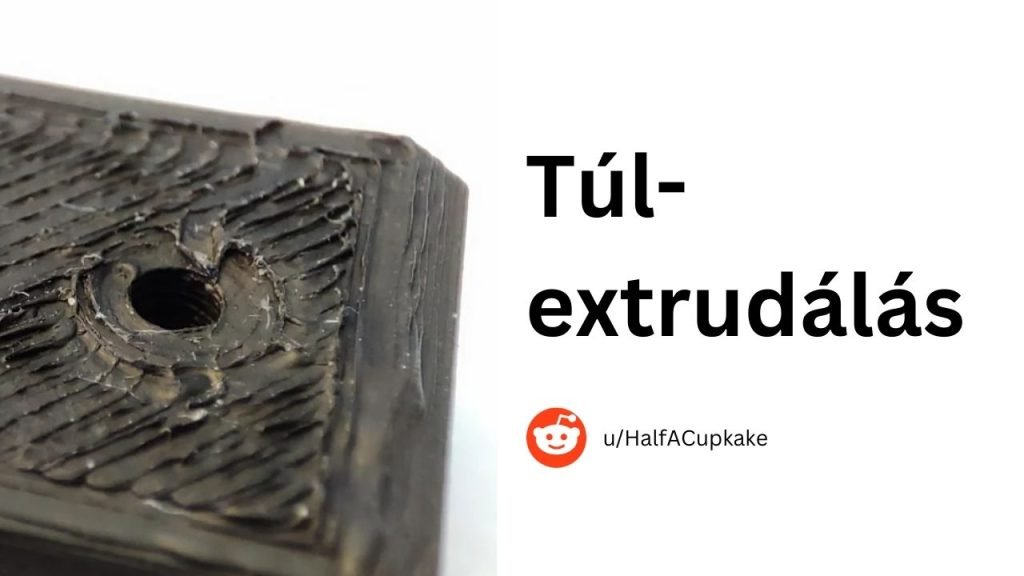
VIII. Túl-extrudálás
A nyomat szélei elmosódottak, a rétegek „túlcsordulnak”, ami a geometria pontatlanságához vezet.
Csökkentse az extrudálási szorzót
A túl-extrudálás problémáját gyakran a nem megfelelő extrudálási szorzó okozza. Ha ez a beállítás túl magasra van állítva, akkor a nyomtató több anyagot juttat ki, mint amennyire szükség van. Javasolt csökkenteni az extrudálási szorzót 5–10%-kal alacsonyabb értékre. Ezt követően végezzen el néhány tesztnyomtatást különböző beállításokkal, hogy megtalálja az optimális értéket. A tesztnyomtatások során figyelje meg a felület minőségét és az esetleges hibákat.
Csökkentse a nyomtatási hőmérsékletet
A túl magas nyomtatási hőmérséklet is hozzájárulhat a túl-extrudáláshoz, mivel az anyag folyékonyabbá válik és könnyebben kiáramlik. Fokozatosan csökkentse a hőmérsékletet 5 °C-kal, amíg el nem éri azt a szintet, ahol még mindig biztosítja a megfelelő tapadást és rétegminőséget. Érdemes figyelni arra is, hogy milyen típusú filamentet használ; egyes anyagok érzékenyebbek lehetnek a hőmérsékletváltozásokra.
Növelje a nyomtatási sebességet
A nyomtatási sebesség növelése szintén hatékony módja lehet a túl-extrudálás csökkentésének. Ha a nyomtatási sebesség túl alacsony, akkor az extruder hosszabb ideig adagolja az anyagot egy adott helyen, ami cseppfolyósodást vagy vastag rétegeket eredményezhet. Próbálja meg növelni a nyomtatási sebességet fokozatosan; figyelje meg közben a nyomat minőségét és stabilitását. Ha szükséges, kombinálja ezt más beállítások módosításával is.
IX. Hiányos felső réteg

Növelje az infill sűrűséget
A hiányos felső réteg problémája gyakran összefüggésben áll az infill sűrűségével. Ha az infill sűrűsége alacsony, akkor nem biztosít elegendő támogatást a felső rétegnek, ami lyukakhoz vezethet. Javasolt növelni az infill sűrűségét 20-30%-ra vagy akár ennél magasabbra is attól függően, hogy milyen erős szerkezetre van szüksége. Az infill sűrűsége közvetlen hatással van arra, hogy mennyire stabilak lesznek a felső rétegek.
Állítsa be a felső réteg beállításait
A szeletelőben található beállítások kulcsszerepet játszanak abban, hogy elegendő számú felső réteg készüljön el. Ellenőrizze és módosítsa ezeket a beállításokat úgy, hogy elegendő számú felső réteg készüljön el (általában legalább 3-4 réteg ajánlott). Ezen kívül figyeljen arra is, hogy milyen vastagságúakat állít be; ha túl vékonyak, akkor könnyen lyukak keletkezhetnek.
Optimalizálja a hűtést
A megfelelő hűtés kulcsfontosságú tényező lehet a hiányos felső rétegek elkerülésében is. Győződjön meg róla, hogy megfelelően hűti le a nyomatot, ez segíthet megelőzni a deformációt és javítani a felület minőségét. A hűtési beállításokat is érdemes finomhangolni, például növelheti a ventilátor sebességét vagy csökkentheti a hűtési időt minden egyes réteg között.